OEE - The Overall Equipment Effectiveness of the plant is a quantitative indicator of the efficiency of production facilities. It provides a measurable comparison of the efficiency of individual production facilities. It includes more components that affect overall effectiveness, which can be independently evaluated.
OEE is a function of loss due to downtime, loss of speed due to reduced speed or short-term downtime as well as poor quality of products produced (quality losses). It is based on the concept of 6 large device losses.
6 main losses on the machine
Downtime
1. Faults resulting from device failures
2. Adjustment and setting (replacement of tools, etc.)
Loss of speed
3. Inactivity and small breaks (abnormal operation of sensors, blocking in slides, etc.)
4. Speed reduction (discrepancy between proposed and actual device speed)
Faults
5. Process and repair faults (product deficiencies and deficiencies in need of repair)
6. Reduction of time between machine start and stable operation
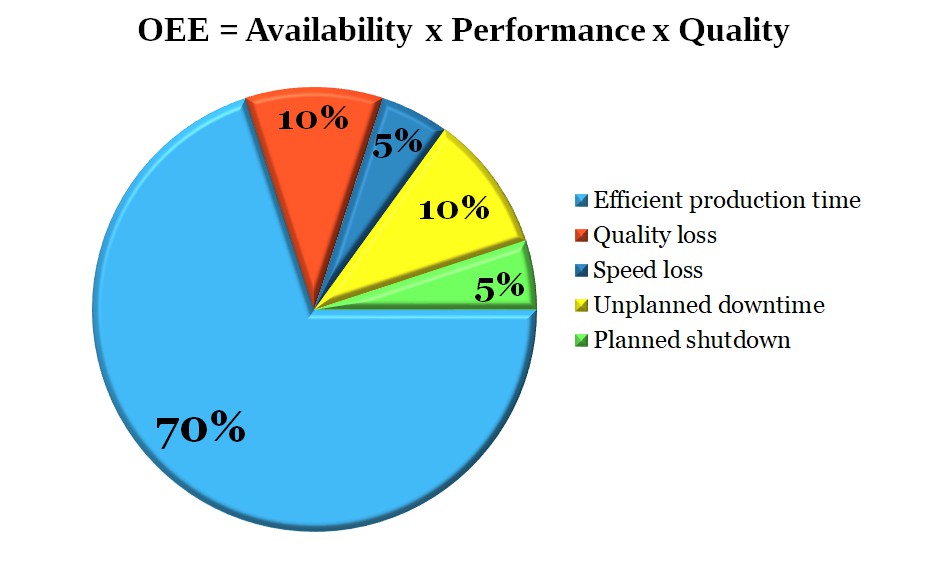
The 100% OEE represents the perfect production where only high-quality products are produced as quickly as possible without downtime. The OEE value varies between 30% and 60% in our conditions. Many world-class companies achieve 85% of successful TPM implementation. The OEE value gives the first information on potential equipment improvement. Under the 80:20 rule, we can eliminate up to 80% of all downtime by targeting 20% of the causes of loss.
OEE = Availability x Performance x Quality
Availability
The ratio between production time and time is available. Production time means the time the device is running. Available time is then the expected running time of the device.
Performance
The ratio between actual output and planned output.
Quality
The ratio between the output of quality products and the output of all products.
The ratio between production time and available time. Production time means the time the device is running. Available time is the expected running time of the device.
Resource: http://mescentrum.cz/